Seven Digestive Enzyme Capsule Manufacturing Mistakes That Show Up After Scale-Up
For a dietary supplement manufacturer, digestive enzyme capsules rarely fail because the concept is weak. They fail because a bench formula is treated as if it will behave the same way in production.
At small scale, a digestive enzyme blend may look clean, free-flowing, and label-ready. After scale-up, the same formula can show dusting, segregation, fill-weight drift, capsule shell issues, stability pressure, or documentation gaps that slow release.
This guide is for formulation managers sourcing bulk digestive enzymes for supplement manufacturers and preparing enzyme capsules for commercial production. The focus is practical: powder behavior, blend compatibility, dosage format, supplier documentation, and scale-up control.
Mistake 1: Treating an enzyme blend like a commodity powder
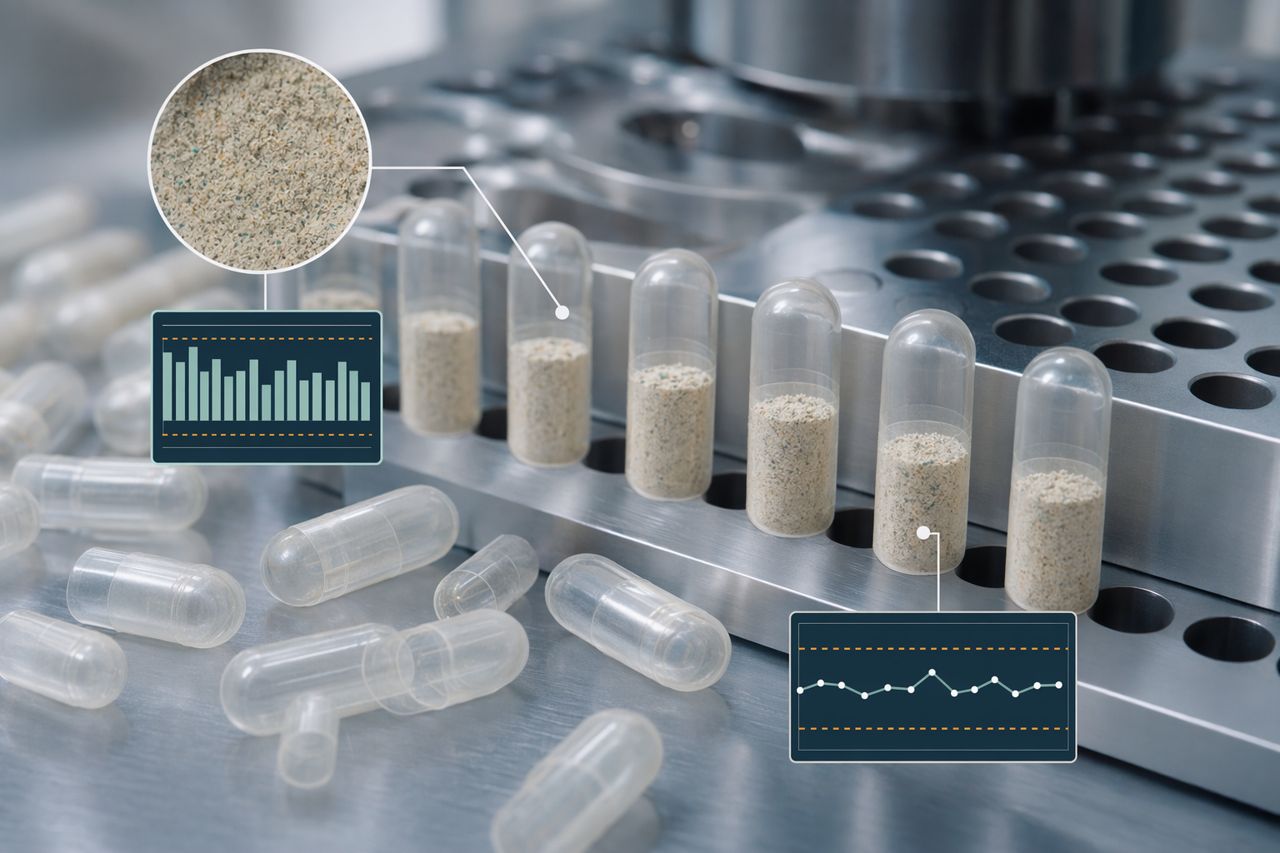
Digestive enzyme blends are not interchangeable filler powders. They can vary in particle size distribution, bulk density, carrier system, moisture sensitivity, dusting profile, and flow behavior.
A blend that looks acceptable in a small jar may behave differently in a hopper, feeder, blender, or capsule filler. Common production issues include:
- Segregation between enzymes and excipients during transfer
- Dust generation at charging points
- Inconsistent fill weights caused by poor flow
- Static buildup during dry-room handling
- Blend non-uniformity after extended hold time
What to check before scale-up
Ask for practical formulation information, not only a specification sheet. Useful details include recommended handling conditions, carrier composition, appearance, flow expectations, allergen status, and whether the material has been used in capsule applications at commercial scale.
If you are building a multi-enzyme formula with amylase, protease, lipase, lactase, cellulase, bromelain, papain, or specialty carbohydrases, confirm that the final blend is designed for manufacturing behavior, not just ingredient listing.
Mistake 2: Overloading the capsule before confirming fill behavior
Digestive enzyme formulas often become crowded. Marketing wants a broad enzyme panel. Formulation wants meaningful targets. Procurement wants cost discipline. Production wants a capsule that runs cleanly.
The conflict shows up at the capsule filler.
When the fill mass approaches the practical limit of the capsule size, small changes in powder density or compressibility can create operational problems. The line may slow down, capsule bodies may not close cleanly, or the final product may show weight variation.
What to do instead
Design the formula around the dosage format early. Confirm:
- Capsule size and target fill range
- Expected powder density after blending
- Need for flow aids or compatible carriers
- Whether a two-capsule serving is more realistic than an overloaded single capsule
- Whether a custom enzyme premix can reduce blend handling complexity
A cleaner formula that fills consistently is often more valuable than a crowded formula that creates rework.
Mistake 3: Ignoring moisture and heat exposure during production
Enzymes are sensitive biological materials. During manufacturing, they can be exposed to moisture, heat, compression, open-air hold time, and packaging delays.
The risk is not always visible on the production floor. Capsules may look acceptable at release but drift against shelf-life expectations later.
Control points to review
Build a manufacturing plan that protects the enzyme system through the full process:
- Incoming material storage conditions
- Time out of sealed packaging
- Relative humidity control during dispensing and blending
- Blender heat buildup during long runs
- Capsule shell moisture balance
- Desiccant and bottle closure strategy
- Packaging configuration for the target market
Moisture control should be part of the formulation brief, not a late packaging correction.
Mistake 4: Missing compatibility issues inside the formula
Digestive enzyme capsules frequently contain more than enzymes. They may include botanicals, mineral salts, acids, probiotics, prebiotics, fibers, flavors, or branded functional ingredients.
These additions can affect powder flow, pH environment, hygroscopicity, and stability. Some ingredients may also make the formula harder to encapsulate cleanly.
Compatibility questions to ask
Before locking the formula, review:
- Are any excipients highly hygroscopic?
- Do mineral components alter the local microenvironment of the blend?
- Do botanical extracts add stickiness, color variability, or odor load?
- Is the capsule shell suitable for the formula and storage condition?
- Does the product need delayed release, acid-stable positioning, or a standard capsule format?
- Is the enzyme source compatible with vegetarian, vegan, allergen, kosher, halal, or clean-label requirements?
Compatibility is not only a laboratory topic. It affects purchasing, claims review, production speed, and release documentation.
Mistake 5: Setting label targets before defining the shelf-life strategy
A common scale-up problem is setting ambitious label targets without aligning them to stability planning, packaging, and overage logic.
For enzyme capsules, the target at manufacture and the target through shelf life need to be considered together. This does not mean adding excessive overage. It means selecting the right enzyme source, packaging design, and storage assumptions before the commercial batch is made.
A better approach
Define the shelf-life strategy early:
- Finished product specification at release
- Finished product expectation through shelf life
- Packaging type and desiccant plan
- Storage conditions used for internal decision-making
- Change control rules for enzyme source or carrier system
- Retain sample plan for future comparison
When these decisions are made late, the formula may need to be reworked after labels, purchase orders, and launch timelines are already committed.
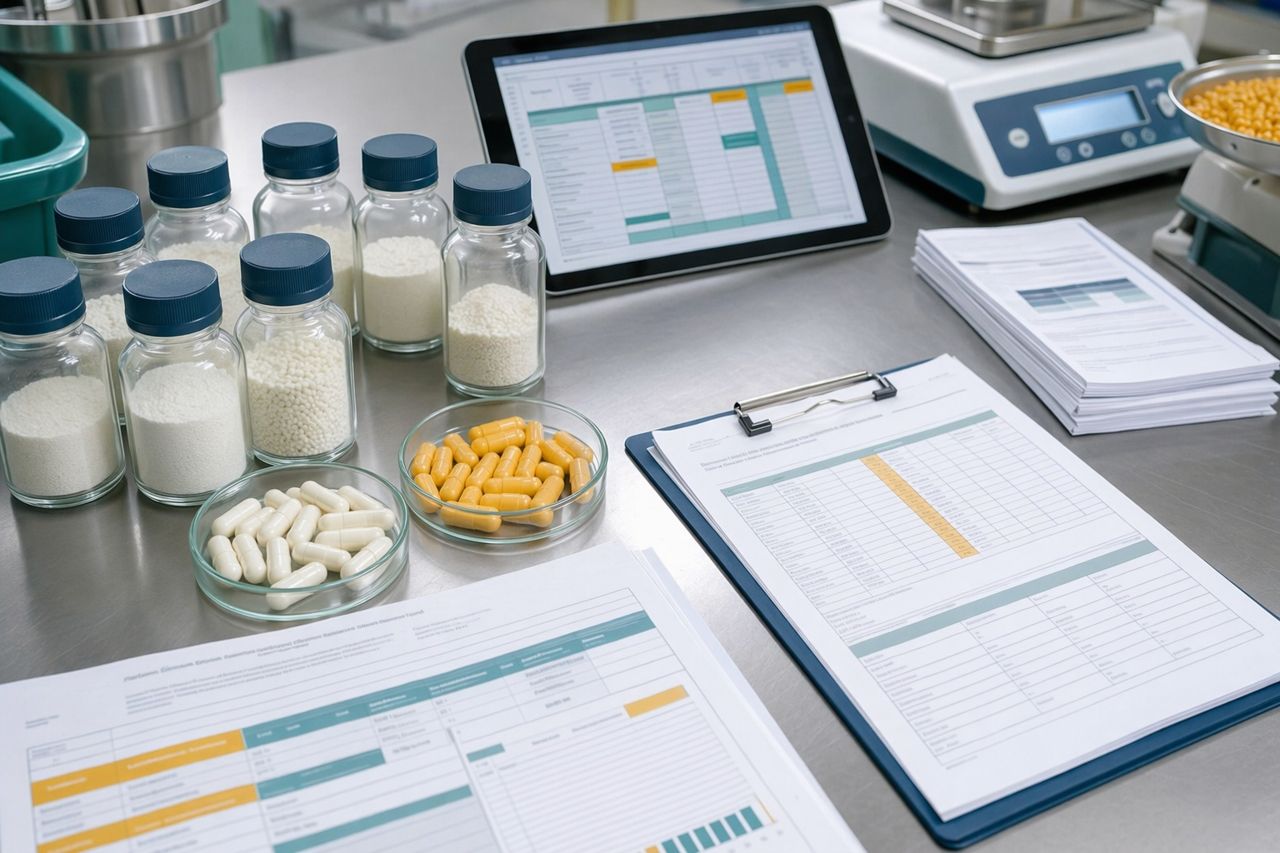
Mistake 6: Underestimating documentation and sourcing requirements
For supplement manufacturers, enzyme sourcing is not only about price and availability. The supplier must support quality, regulatory review, customer audits, and finished product release.
Documentation gaps can delay production even when the ingredient itself is acceptable.
Documents to request early
For bulk digestive enzyme projects, request the documentation package before final vendor approval. Depending on your market and quality system, this may include:
- Product specification
- Certificate of analysis format
- Safety data sheet
- Technical data sheet
- Allergen statement
- Ingredient origin and source declaration
- Non-GMO statement, if required
- Kosher or halal documentation, if required
- Vegetarian or vegan suitability statement, if relevant
- Change notification policy
- Lot traceability expectations
The goal is to avoid discovering a missing document after the encapsulation slot is booked.
Mistake 7: Skipping a realistic pilot before commercial purchase
A sample evaluation is useful, but it is not the same as a pilot run. Scale-up problems often appear only after the blend moves through real equipment for enough time to reveal flow, dusting, and fill behavior.
What a useful pilot should confirm
A practical pilot should answer production questions:
- Does the blend remain uniform after transfer and hold time?
- Does the powder feed consistently into the capsule filler?
- Are fill weights stable across the run?
- Is dust manageable for operators and cleaning?
- Do capsules close cleanly without deformation?
- Does the formula require a flow aid, carrier adjustment, or capsule size change?
- Does packaging protect the enzyme system as intended?
Pilots are not only for troubleshooting. They help procurement buy the correct material and help quality approve a realistic specification.
What to ask your bulk digestive enzyme supplier
When evaluating bulk digestive enzymes for supplement manufacturers, the strongest supplier conversations are specific. Bring the formula context, not only the enzyme list.
Share:
- Target dosage format and capsule size
- Full ingredient list, including excipients
- Desired enzyme panel and positioning
- Dietary, allergen, and certification requirements
- Packaging format and shelf-life goal
- Expected batch size and launch timeline
- Any production constraints from your contract manufacturer or in-house line
Then ask the supplier to recommend whether you need a single enzyme, a standardized premix, or a custom blend built around capsule manufacturing behavior.
Scale-up checklist for digestive enzyme capsules
Use this checklist before moving from bench formula to commercial batch:
- Confirm enzyme source, carrier system, and documentation package.
- Review powder flow, density, dusting, and blending behavior.
- Match the formula to capsule size and fill expectations.
- Review moisture, heat, and open-air exposure points.
- Check compatibility with botanicals, minerals, fibers, probiotics, and excipients.
- Define release and shelf-life expectations before label lock.
- Confirm packaging, desiccant, and storage assumptions.
- Run a pilot that reflects real equipment and production timing.
- Document change-control expectations with the enzyme supplier.
- Align procurement, quality, formulation, and production before scale-up.
Request a quote for a capsule-ready enzyme project
CapsuleForge supports supplement manufacturers with bulk digestive enzyme sourcing, premix planning, documentation review, and formulation-led scale-up support.
If you are developing or scaling a digestive enzyme capsule, send us your enzyme panel, capsule format, batch target, documentation needs, and packaging plan. We will help scope a practical quote for your production requirements.